Frequently Asked Questions
We have tried to answer as many of the most frequently asked questions as possible or refer you to other sources of information that may help.
What are the differences between silicone-free filter and standard filter?
Silicone-free filters are used in applications where absolutely no silicone can enter the customer's compressed air. Typically, this is required in painting industries (such as automotive paint, metal paint and aircraft paint), and in certain electronics. The reason is that in some applications, such as paint spray applications, Silicones cause large problems, such as blisters, poor adhesion and craters.
Our standard filters are not specially treated, so they can contain Silicones, due to the use of certain components. Therefore, we have a special silicone-free filter range, which exists of non-Silicone containing parts (it does not mean that silicones are filtered out). In order to be "silicone-free", the filter housings and elements are produced in a clean room, and all components of the filter elements and housings are treated in a special manner (certified) to be guaranteed free from silicones. Every filter is certified as guaranteed Silicone-free, or so-called "paint compatible" by the Fraunhofer Institute.
What is the difference between the filter elements of the flanged and the threaded filters?
The flanged filters have multiple filter elements, whereas the threaded filters only have one per filter. Moreover, the elements of the flanged filters have an extra thread for fixation into the head, whereas the elements of the threaded filters only have double O-rings for fixation.
Assumption: The filter performs in its optimal range when the flow is in between 80% and 120% of the nominal flow rate. Is this statement correct?
No, the rated flow rate of the filters is also the maximum flow rate of the filters (100%). When the flow is higher than the rated flow (e.g. 120%), the performance is no longer guaranteed. A lower flow rate (e.g. 80%) is not a problem, the performance (pressure drop and efficiency) will be better than the nominal flow. In other words, the filter should be operated at a maximum of exactly the nominal flow, not more.
The OCO of a VT (0.003 mg/m3) seems in the same order of that of a G-C combination (0.008 mg/m3), is this the case?
No. The outlet oil concentration of a G-C filter combination is 0.008 mg/m3 of liquid oil and oil aerosol, the G-C combination does not filter any oil vapors. The total oil concentration after a G-C combination is therefore higher, as it still contains oil vapor. The oil vapor content can be 10-100x higher (depending on the air temperature) than the liquid oil content downstream, and as such causes the total oil concentration to exceed purity class 1. We therefore state class 2 in oil after a G-C combination). As a G-C combination does not filter any oil vapor, an activated carbon filter (V) or tower (VT) is required to guarantee a purity class 1 in total oil content, i.e. < 0.01 mg/m3 (in our case the total oil content downstream a VT is even below 0.003 mg/m3).
What is the ISO class for oil of a G filter?
The ISO class for oil is the sum of the oil vapor and the oil aerosol content. In the datasheet, only the value for the oil aerosol carry-over is published (0.008 mg/m3), and remains approximately constant during the filter lifetime. The oil vapor content can vary a lot during the lifetime of the filter and is dependent on the age of the used compressor oil, and on the gas temperature. To guarantee the customer's air purity, keeping in mind that the oil vapor content needs to be added to the oil aerosol content, a quality class of 2 (< 0.1 mg/m3) is selected for oil after a G-C combination.
What is the relation between the ISO classes according to ISO 8573-1 and the performance of the filters?
The performance of our filters is tested according to ISO 12500-1 (aerosol) and ISO 12500-3 (dust), for stand-alone filters. These data are published in the leaflet and technical datasheet as oil carry-over (mg/m3) and dust count efficiency (%). Measuring the performance of a stand-alone filter allows a direct comparison with ISO-tested competition filters. However, in practice, a filter is (almost) never used as a stand-alone. Therefore, ISO 8573-1 is applied to determine the air purity class for the complete compressed air installation, including dryers and the complete filter train. Examples of the most typical installations are given in the filter leaflet.
Why do you place a VT right after a dryer? What is the main purpose of this? Before V/VT do you need always to use a dryer? Could G/C be enough?
The inlet air of the V/VT should be completely dry to avoid water adsorption into the activated carbon, which could lead to a lower air purity and a shorter lifetime, because water vapor adsorption implies less capacity available for oil vapor to adsorb. That is why we always advise to install a dryer in front of V/VT.
Why is the expression “ filters down to 0.1 µm” not mentioned anymore?
This is a wrong terminology, from the time when filtration mechanisms were not yet fully understood. Back in the day, it was believed that oil coalescence filters work as sieves, where the particles are larger than the media pores and are hence retained at the media surface. As a result of the sieving mechanism, smaller pores simply lead to smaller particles downstream. Therefore, in the past, the filters were referred to as the maximum size of the downstream particles, i.e. the finer G filter was referred to as 0.1 µm filter, and the more open C filter as a 1 µm filter. However, the reality is less straightforward. The pores of our glass fiber media are much larger than the particle sizes, and hence different filtration mechanisms occur, based on the collision and sticking of oil droplets onto fibers. These collision mechanisms are inertial impaction, interception and diffusion, which each operate at a certain particle size range. In other words, our G and C filters operate at the whole particle size spectrum, and therefore, it is wrong to define them as 0.1 or 1 µm filters. Instead, we define our filters with the total oil concentration which is found downstream: a G filter is referred to as a 70 μg/m3 filter and a C filter as a 8 μg/m3 filter.
Why does the pressure drop of a V filter not rise over the lifetime?
A V and a VT are activated carbon filters. Activated carbon is carbon material in the form of pellets, powder, etc. which has been "activated", i.e. consists of millions of microscopic pores. Activated carbon filters remove organic vapors – small molecules – from the compressed air system by capturing these molecules inside the pores of the carbon pellets/powder. Since these molecules are captured inside the pellets/powder and not in the spaces between the carbon pellets/powder, while the air mainly flows around the activated carbon material, the air stream is not blocked more upon operation, so the pressure drop of the filter does not rise. However, at a certain time, all pores are completely filled with oil, so that no more oil vapor can be captured anymore. When this happens, new arriving oil vapor simply moves through the V/VT, so the element needs to be replaced. This event is called the "breakthrough" of the V/VT.
What is the influence of (1) liquid water and (2) Pressure Dew Point on performance?
- When liquid water is present, the water drops will be captured and stored in the filter, and the water will lead to quick filter media damage (foam, glass fiber,…). In other words, liquid water will decrease the filter performance and shorten the lifetime. A solution is to always use a water separation system upfront the filters to separate the major liquid water part.
- Apart from liquid water, also water vapor can be present. The pressure dew point determines how much water vapor and condensed water droplets are present in the compressed air. Increasing the PDP has no impact on the liquid water content as long as the PDP is lower than the compressed air temperature. As only liquid water drops influence the performance of dust and oil coalescence filters, and not vapor, there is no effect of increasing PDP on G, C, S & D filters (as long as the PDP < compressed air temperature). On the other hand, increasing the PDP increases the water vapor content, which can be adsorbed by the activated carbon material in the V and VT. This will decrease the performance. Therefore, it is very important to use a dryer in front of V and VT.
What's the difference between V and VT?
For critical applications it is always recommended to install a VT activated carbon tower; as this product provides the optimal protection against oil vapor at fluctuating oil loads and temperature variations, with a guaranteed lifetime of 4000 hours. The V is a basic oil vapor protection, mainly meant for general industry.
| V | VT | |
| Lifetime (hours) | 1000 | 4000 |
| Maximum temperature (°C) | 35 | 66 (use correction factors) |
| Flow range (l/s) | 10-8000 | 20-310 |
Why could back pressure be problematic for the lifetime of filter elements?
Back pressure could lead to implosion of the filter elements. When elements implode, this leads to contamination of the customer's compressed air, and hence the elements should be replaced immediately. To overcome this, Pneumatech filter elements consist of two cores, made out of perforated stainless steel. This in contrast to the weaker expanded steel cores. Do you want to experience the difference between expanded steel and perforated stainless steel? Please order our Filter Box.
How to calculate ppm to mg/m3?
Ppm is a very commonly used unit throughout air purity literature, to express how many "parts" of a contaminant are present in a million "parts" of for example air. You can immediately feel that the expression of "parts" is very ambiguous and not so straightforward. It can mean particles, mass, volume, and so on… In reality, "parts" means mass. And therefore 1 ppm is 1 mg of contaminant in 1 kg of air. Taking into account the density of air at 20 degrees C as the conversion factor from ppm to mg/m3, 1 ppm is 1.2 mg/m3. The conversion factor thus changes at changing temperature.
| Property | Value | Unit | Explanation |
| Oil concentration | 1 | ppm | mg oil / kg air |
| Density of air at 20°C | x 1.2 | kg/m3 | conversion factor |
| Oil concentration | = 1.2 | mg/m3 | mg oil / m3 air |
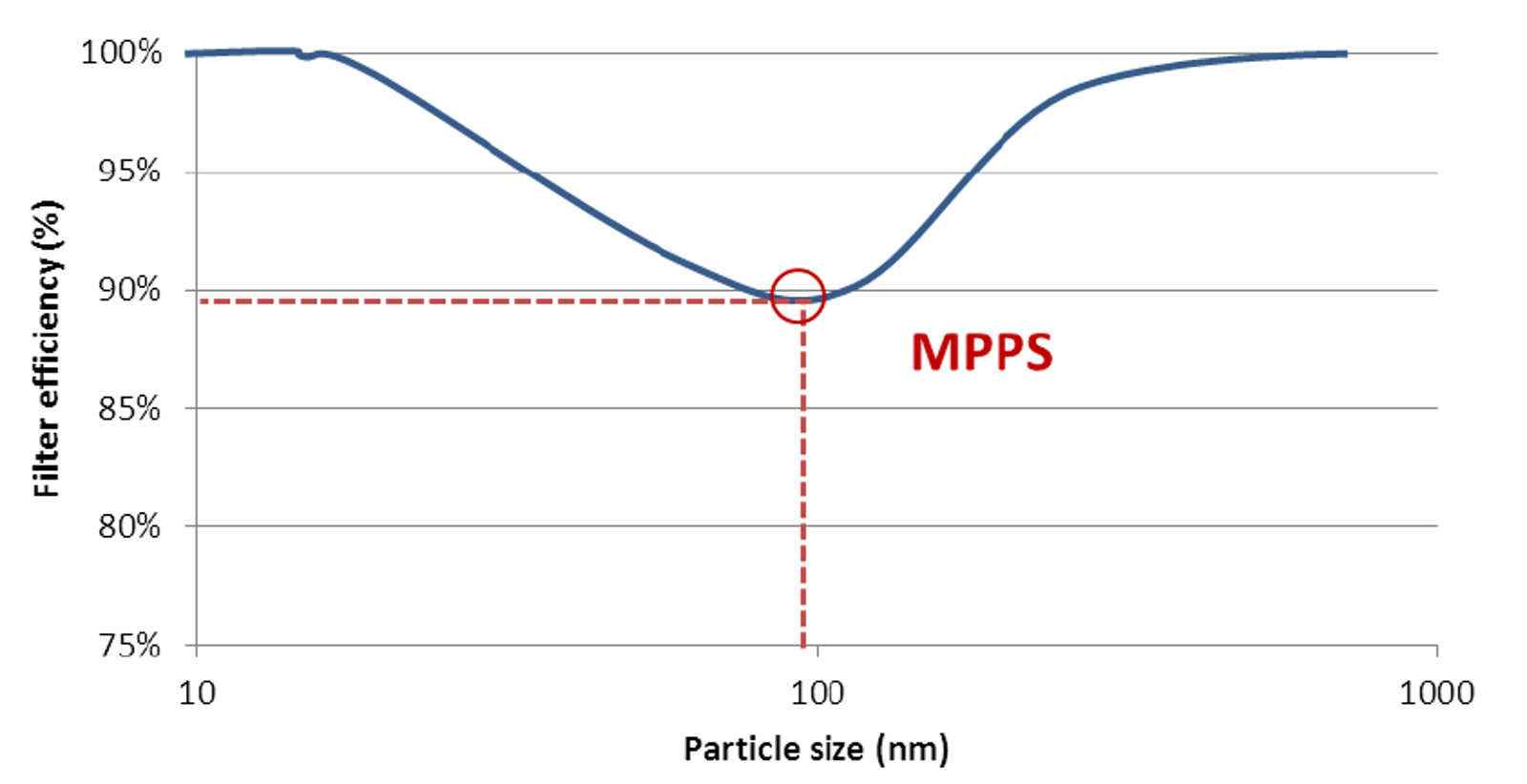
What is MPPS?
MPPS: Most Penetrating Particle Size, the particle size for which the efficiency is the lowest.
After the oil droplet has collided with a fiber and is captured by one of the three capturing mechanisms (impaction, interception or diffusion, see question 5), the total filter efficiency can be calculated. The total filter efficiency at every particle size is a result of the combination of these three filtration mechanisms, as presented schematically in the figure below (red: impaction, blue: interception, green: diffusion). In other words, it is the sum of the efficiency by impaction, interception and diffusion.
As is clear in the figure below, the dependence of the capturing mechanisms on particle size causes the efficiency curve to exhibit a minimum. In our applications, this minimum is typically found in the size range of 0.1 – 0.2 µm (in the example in the figure, the MPPS is 0.15 µm). These particles are the most difficult to separate, and are thus referred to as "most penetrating particle size", MPPS. The exact location of the MPPS, the importance of each filtration mechanism and the total filtration efficiency depend on e.g. the air velocity, the inner structure of the media, the oil size distribution, and oil concentration.
Does the differential pressure gauge indicate the pressure drop of G and C oil aerosol filters correctly?
Yes, it is a misconception that the differential pressure indicator does not work correctly due to pollution with oil. However, the pressure drop of coalescence filters will remain approximately constant during the filter lifetime, and can hence not be used as a service indicator.
Why is the dry pressure drop of a G and C not mentioned in the data in the leaflet?
The dry pressure drop of oil aerosol filters is irrelevant. After +/- 50 running hours (dependent on the installation and operating conditions), the pressure drop has already reached its steady state ("wet pressure drop"), which will remain constant during the filter life. This wet pressure drop is published in the leaflet. The pressure drop of particulate filters S & D does not reach a steady state value, but slowly increases during the lifetime. The speed with which the pressure drop increases depends on the amount of dust. It is therefore more straightforward to only publish the initial pressure drop ("dry pressure drop"), instead of a pressure drop during operation.
What is the influence of temperature on the filter performance?
The performance of our oil coalescence filters is only marginally dependent on temperature, provided that the maximal temperature of 66⁰C is not exceeded (because a higher temperature could damage the filter media). Therefore, there are no correction factors required for other operation temperatures. On the other hand, oil vapor filters do decrease in performance at increasing temperature, because the amount of gas increases. Therefore, the V can only be used until 35⁰C, to maintain the lifetime of 1000 hours. For the VT, there are correction factors for the temperature to determine the correct size, so that the lifetime remains 4000 hours.